Read axis group parameter with LS_ReadGroupParameter
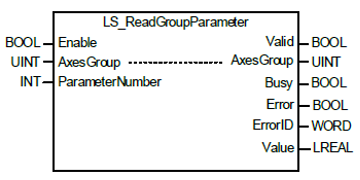
LS_ReadGroupParameter is used to get the value of an axis group’s parameter. The input ParameterNumber determines which parameter value is outputted by the function block.
The examples in this topic can be found in the XMC_AxisGroup_FBs.zip downloadable from Example Applications.
| Element Name | Element Type | Description |
|---|---|---|
| Enable | Input | Level detected request to execute the function block. |
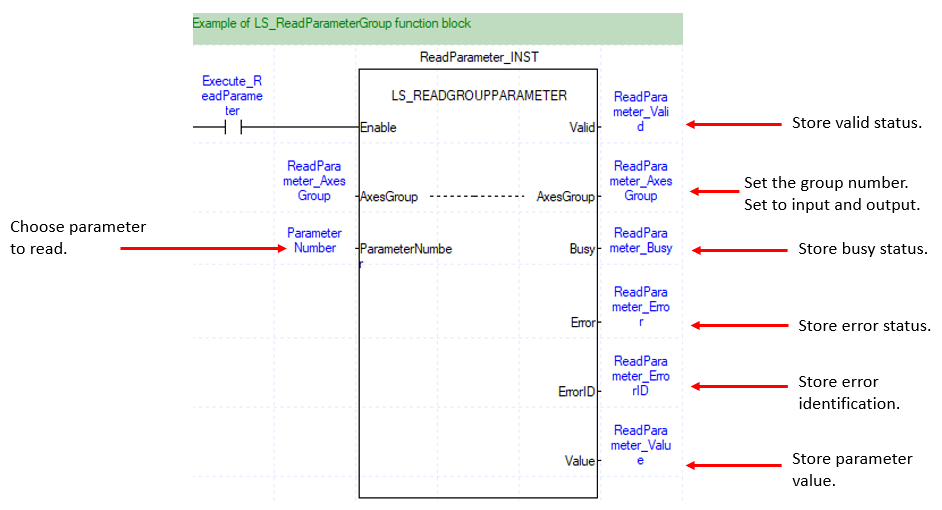
| AxesGroup | Input/Output | Set the group to execute the function block on. Group number 1-16. This must be an UINT variable. |
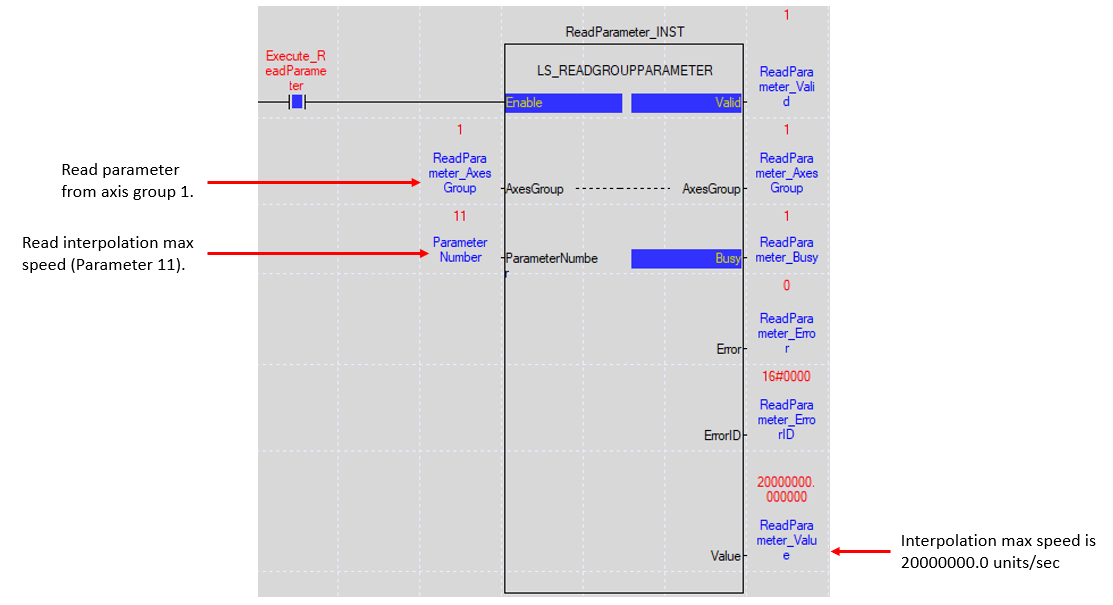
| ParameterNumber | Input | Specify the parameter value to output. See Parameter Number Descriptions for parameter number descriptions. |
| Valid | Output | Indicates the function block output is valid. |
| Busy | Output | Indicates the function block is in operation. |
| Error | Output | Indicates whether an error occurs or not. |
| ErrorID | Output | Indicates the error number if an error is present |
| Value | Output | Current value of the selected parameter. |
| No. | Parameter | Item | Note |
|---|---|---|---|
| 1 | Standard setting | Configuration axis 01 | 0 : none, 1~36 |
| 2 | Configuration axis 02 | 0 : none, 1~36 | |
| 3 | Configuration axis 03 | 0 : none, 1~36 | |
| 4 | Configuration axis 04 | 0 : none, 1~36 | |
| 5 | Configuration axis 05 | 0 : none, 1~36 | |
| 6 | Configuration axis 06 | 0 : none, 1~36 | |
| 7 | Configuration axis 07 | 0 : none, 1~36 | |
| 8 | Configuration axis 08 | 0 : none, 1~36 | |
| 9 | Configuration axis 09 | 0 : none, 1~36 | |
| 10 | Configuration axis 10 | 0 : none, 1~36 | |
| 11 | Interpolation speed max | LREAL Positive number(unit/s) | |
| 42 | Coordinate system look ahead settings | 1 ~ 10 | |
| 43 | Coordinate output filter time constant | 0 ~ 100(ms) | |
| 45 | Interpolation operation blending angle limit | 0: Disable, 1: Able | |
| 46 | Interpolation operation blending allowable angle | 2 ~ 178 (deg) | |
| 12 | Coordinate setting | Coordinate system |
|
| 13 | Coordinates parameter 1 | 0 or LREAL Positive number [mm] | |
| 14 | Coordinates parameter 2 | 0 or LREAL Positive number [mm] | |
| 15 | Coordinates parameter 3 | 0 or LREAL Positive number [mm] | |
| 16 | Coordinates parameter 4 | 0 or LREAL Positive number [mm] | |
| 17 | Coordinates parameter 5 | 0 or LREAL Positive number [mm] | |
| 18 | Coordinates parameter 6 | 0 or LREAL Positive number [mm] | |
| 19 | Tool setting | X-axis offset | Long real(LREAL) |
| 20 | Y-axis offset | Long real(LREAL) | |
| 21 | Z-axis offset | Long real(LREAL) | |
| 22 | Work space setting | Work space type |
|
| 23 | Workspace error check |
|
|
| 24 | Work space parameter1 | Long real(LREAL) | |
| 25 | Work space parameter2 | Long real(LREAL) | |
| 26 | Work space parameter3 | Long real(LREAL) | |
| 27 | Work space parameter4 | Long real(LREAL) | |
| 28 | Work space parameter5 | Long real(LREAL) | |
| 29 | Work space parameter6 | Long real(LREAL) | |
| 30 | Work space parameter7 | Long real(LREAL) | |
| 31 | Work space parameter8 | Long real(LREAL) | |
| 32 | PCS Setting | X-axis move | Long real(LREAL) |
| 33 | Y-axis move | Long real(LREAL) | |
| 34 | Z-axis move | Long real(LREAL) | |
| 35 | X-axis rotation | -360 ~ 360 (deg) | |
| 36 | Y-axis rotation | -360 ~ 360 (deg) | |
| 37 | Z-axis rotation | -360 ~ 360 (deg) | |
| 38 | Coordinate | XYZ low speed | LREAL number (mm/sec), It should be less than or equal to XYZ high speed. |
| 39 | system jog | ABC low speed | LREAL number (deg/sec), It should be less than or equal to ABC high speed. |
| operation | |||
| 40 | settings | XYZ high speed | LREAL number (mm/sec) |
| 41 | ABC high speed | Long real (LREAL) (deg/sec) |
LM715