XG-PM and XG5000 Using Engineering Units for an Axis Position
XG-PM allows an axis to be configured to use engineering units such as millimeters, inches and degrees.
XG5000 function blocks use the engineering units with a scaling value to provide position resolution while using a DINT value.
XG5000 Function Block Position and Speed Scaling
XG5000 function blocks use DINT values for Positions and Speed.
-
When using Engineering units, a scaling value needs to be applied to the position and speed to provide enough resolution for accurate positioning.
The below table shows the scaling range of the available engineering units.
| Category | Setting Unit | Setting Range |
|---|---|---|
| Position | pulse | -2,147,483,648 to 2,147,483,647 |
| mm | -2,147,483,648 to 2,147,483,647 [x10-4] | |
| inch | -2,147,483,648 to 2,147,483,647 [x10-5] | |
| degree | -2,147,483,648 to 2,147,483,647 [x10-5] | |
| Speed | pulse/sec | 1 to 2,147,483,647 |
| mm/min | 1 to 2,147,483,647 [x10-2] | |
| inch/min | 1 to 2,147,483,647 [x10-3] | |
| degree/min | 1 to 2,147,483,647 [x10-3] |
See the following sections for specific examples.
When configuring an axis to use millimeter units, XG-PM will show the position to be in micrometers.
This XG-PM configuration example shows configuring Axis 1 for millimeter units.

Using millimeter units in an XG5000 Project
The engineering units table above can be used to determine the necessary scaled values for moving an axis configured for millimeters.
-
XG5000 requires a millimeter position value to be scaled by 10,000 (104).
-
To move 2 mm a position value of 20,000 must be used.
-
-
XG5000 requires a millimeter per minute speed value to be scaled by 100 (102).
-
To move 100 mm/min a speed value of 10,000 must be used.
-
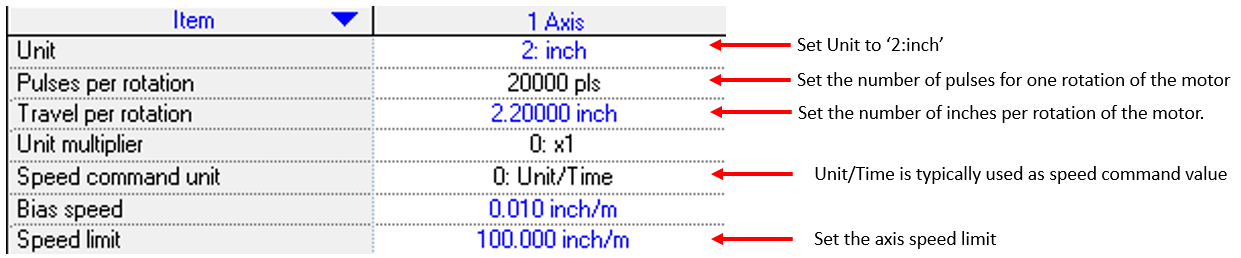
When configuring an axis to use inch units, XG-PM will show the position with 5 decimal points of precision.
This XG-PM configuration example shows configuring Axis 1 for inch units.
Using inch units in an XG5000 Project
The engineering units table above can be used to determine the necessary scaled values for moving an axis configured for inches.
-
XG5000 requires an inch position value to be scaled by 100,000 (105).
-
To move 2 inches a position value of 200,000 must be used.
-
-
XG5000 requires an inch per minute speed value to be scaled by 1000 (103).
-
To move 100 inch/min a speed value of 100,000 must be used.
-
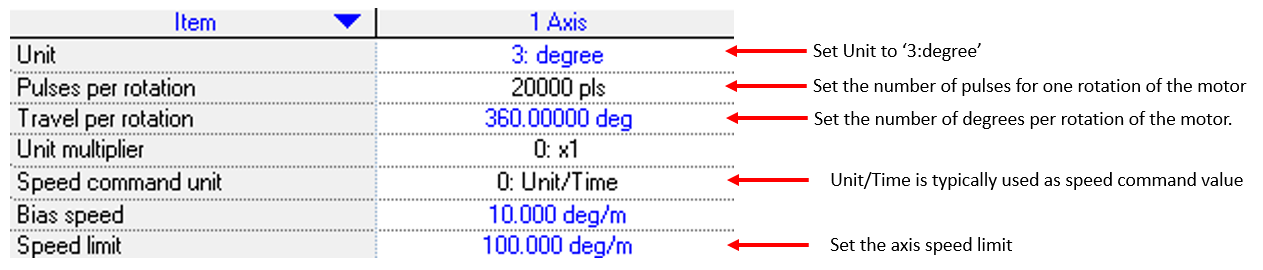
When configuring an axis to use degree units, XG-PM will show the position with 5 decimal points of precision.
This XG-PM configuration example shows configuring Axis 1 for degree units.
Using degree units in an XG5000 Project
The engineering units table above can be used to determine the necessary scaled values for moving an axis configured for degrees.
-
XG5000 requires a degree position value to be scaled by 100,000 (105).
-
To move 360 degrees a position value of 36,000,000 must be used.
-
-
XG5000 requires a degree per minute speed value to be scaled by 1000 (103).
-
To move 100 degree/min a speed value of 100,000 must be used.
-
LP534