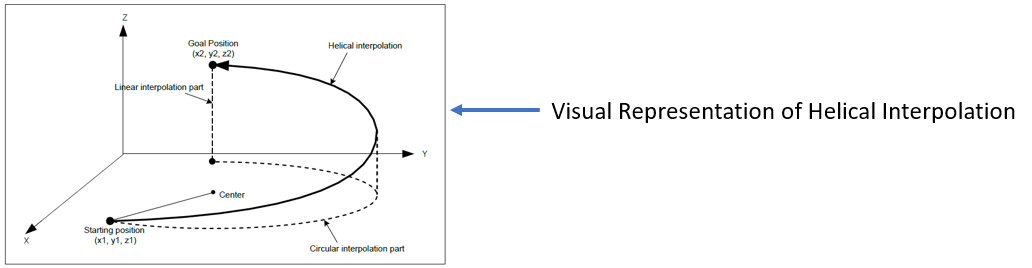
Helical Interpolation
Helical interpolation is used to move two axes in a circular path based on the target position and type of circular interpolation mode and a third axis is executing a linear interpolation synchronizing with the circular interpolation.
-
The XPM_IST function block is used to execute the helical interpolation from the Position data table.
-
The axes being controlled must already be configured using the XG-PM software before using XPM_IST.
XPM_IST Details
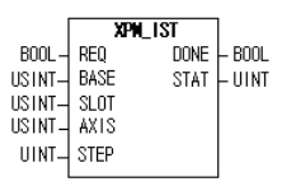
| Element Name | Element Type | Description |
|---|---|---|
| REQ | Input | Edge detected request to execute the function block |
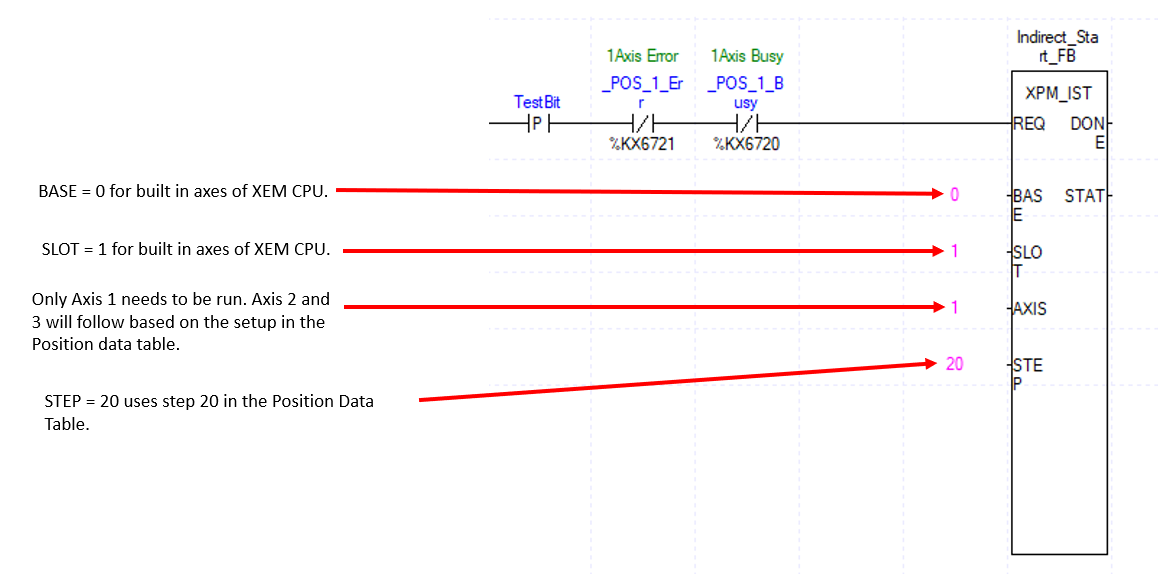
| BASE | Input | Base number of the motion controller.Equal to 0 for built-in position control. |
| SLOT | Input | Slot number of the motion controller.Equal to 1 for built-in position control |
| AXIS | Input | Axis number of the main axis for the helical interpolation move.Set to 1 thru 6 for built-in axes. This can be a constant or variable. |
| STEP | Input | Step to execute in the position table.Must be a value between 0 – 400.If value is set to 0, then the current step is executed.This can be a constant or variable. |
| DONE | Output | Status that function block is done. |
| STAT | Output | Current status of the function block.Non-zero numbers will be an error or warning. |
This example shows control of Axis 1, 2, and 3 by an XEM-DN32HP CPU.
-
Axis 1 is the main axis and Axis 2 and 3 are the sub axes.
-
The example will show a helical interpolation move.
| Step | Action |
|---|---|
| 1 |
Open the XG5000 project for the application. Go to Tools menu è Position Control to open XG-PM software.
|
| 2 |
Open the XG-PM project or connect to PLC and select Projectè Open from PLC.
|
| 3 |
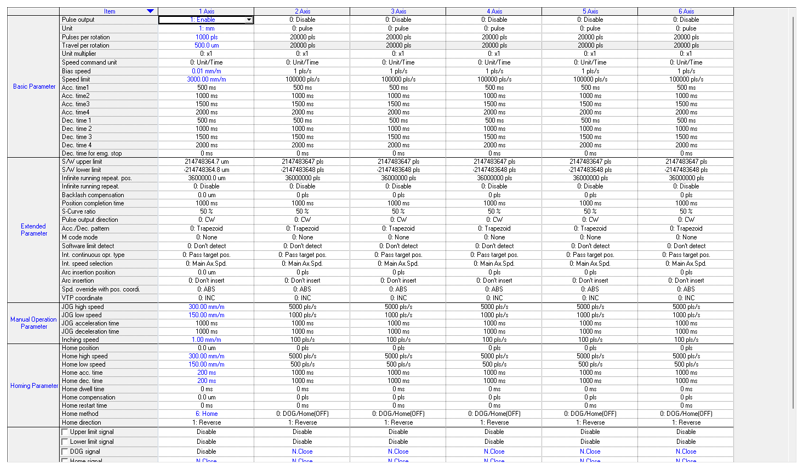
Open the Parameter file in the Workspace for the axis that is being configured. This example shows Axis #1.
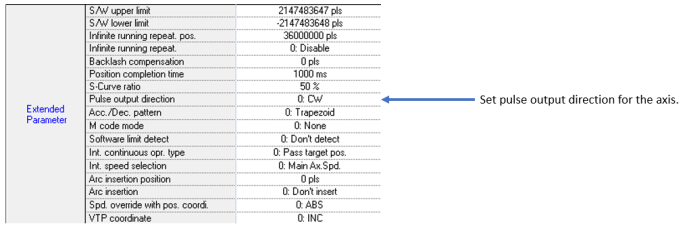
This parameter screen will open:
|
| 4 |
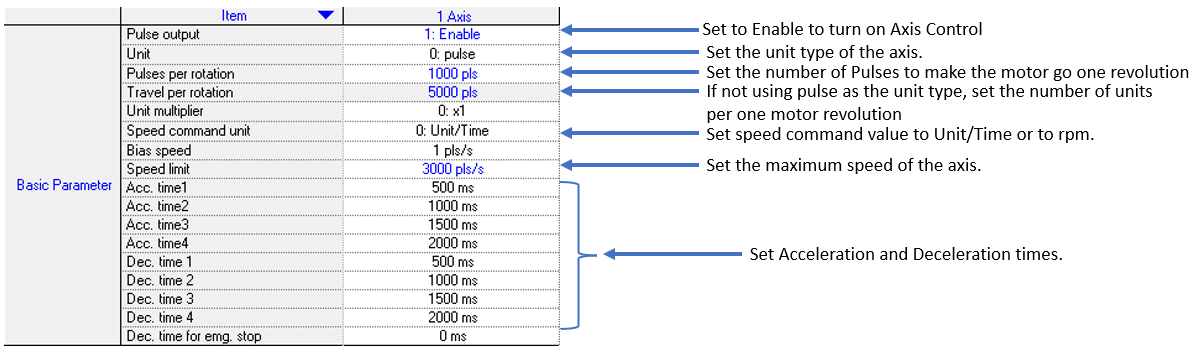
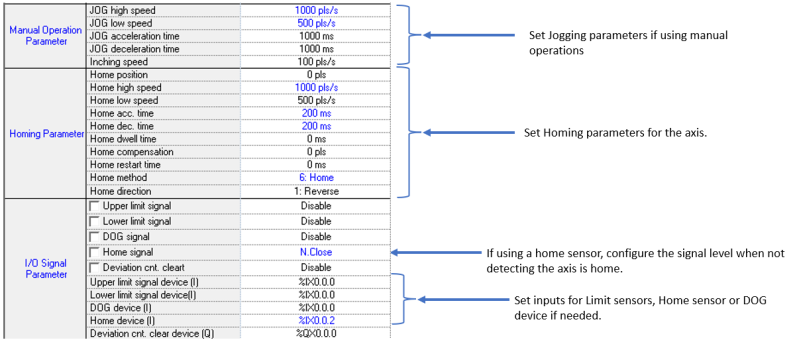
Configure the parameters of the Axis. This example shows Axis 1.
|
| 5 | Configure Axes 2 and 3. |
| 6 |
Save the project. Connect to the CPU and write the project to the CPU. Note: If connecting XG5000 and XG-PM at the same time, make sure to connect XG5000 first. XG5000 will give error messages if it is connected last. |



The Position table is setup in the XG-PM software.
| Step | Action |
|---|---|
| 1 |
Open the XG5000 project for the application. Go to Tools menu è Position Control to open XG-PM software.
|
| 2 |
Open the XG-PM project or connect to PLC and select Projectè Open from PLC.
|
| 3 |
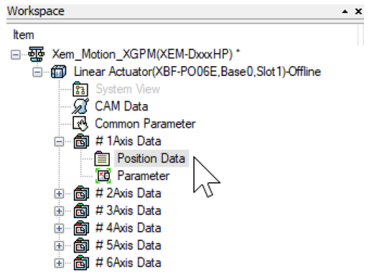
Open the Position Data table in the Workspace for the axis that is being configured. This example shows Axis #1.
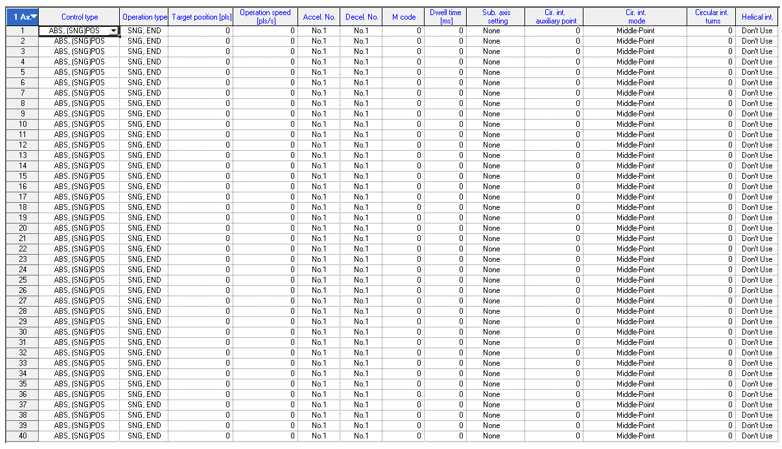
The position data table will open:
|
-
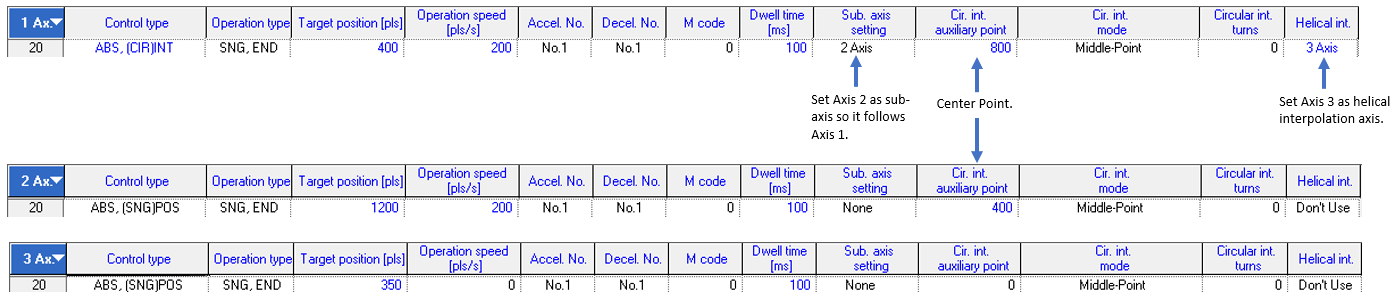
Axis 1 is the main axis. Set cir. Int. mode to Middle-Point. Set the target position for the X component of the movement.
-
Axis 2 is the sub axis. Set cir. Int. mode to Middle-Point. Set the target position for the Y component of the movement.
-
Axis 3 is the helical interpolation axis for the main Axis 1. Set target position for the Z component of the movement.
-
The circular interpolation mode can be set to Middle-Point, Center-Point, CW or Center-Point, CCW.
-
A valid circular interpolation auxiliary point (center point) must be entered for Axes 1 and 2.
-
Axis 1 control type is set to ABS, (CIR)INT. Axis 2 & 3 can be left at the default value.
-
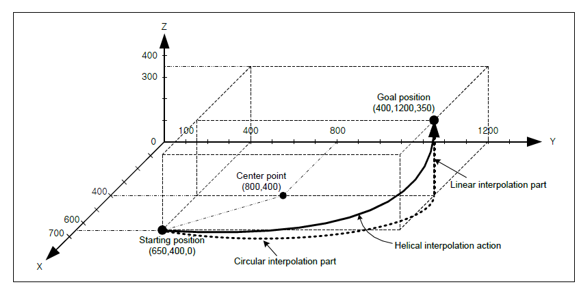
In this example the starting points for Axis 1, 2 and 3 are (650,400,0). The center point of the circle is chosen to be (800,400)
-
The target positions for Axis 1, 2 and 3 are (400,1200,350).
XPM_IST Code for Example 1:
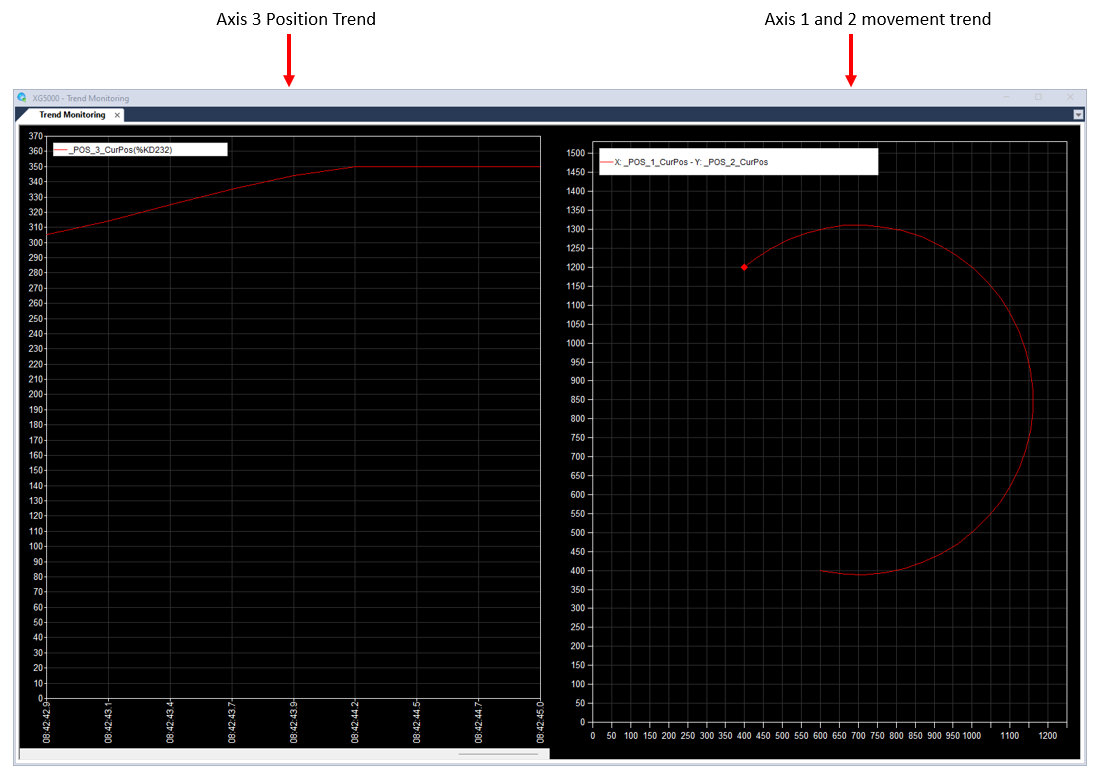
XG5000 Trend of Example 1:
LP523