Ladder Program for Homing
| Step | Action |
|---|---|
| 1 | Open and create a new program in XG5000. |
| 2 |
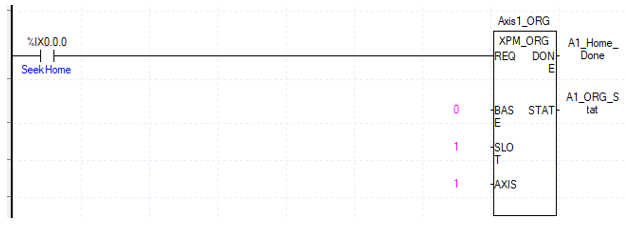
Insert a Function bock in the right side of the ladder program using the icon or pressing F10.
|
| 3 |
Assign XPM_ORG as the FB type and add the required input and output arguments. When this FB gets executed the homing sequence that was defined in XG-PM is executed. The axis defined in the input argument will use all the homing parameters and digital inputs defined in the corresponding axis column in XG-PM.
Ladder Diagram looks like:
|
| 4 |
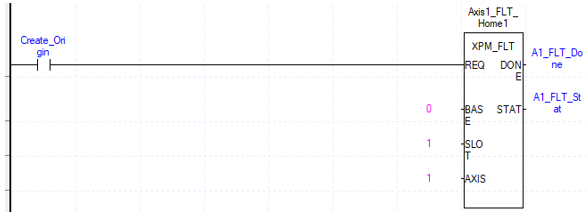
Use a function block XPM_FLT to create a home position origin at the current position of the motor. This can be used as an alternative to XPM_ORG if desired. Or if the application requires the coordinate system to change the origin position.
|
| 5 |
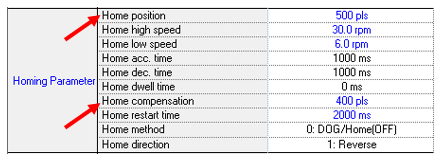
The current position will be redefined with the position value in Home Position under the Homing Parameters in XG-PM. Home Compensation under the Homing Parameters in XG-PM has no affect on position when using XPM_FLT.
Ladder Diagram looks like:
|
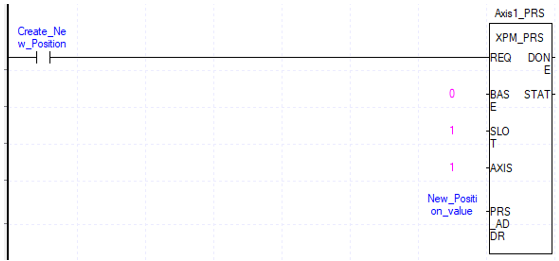
| 6 |
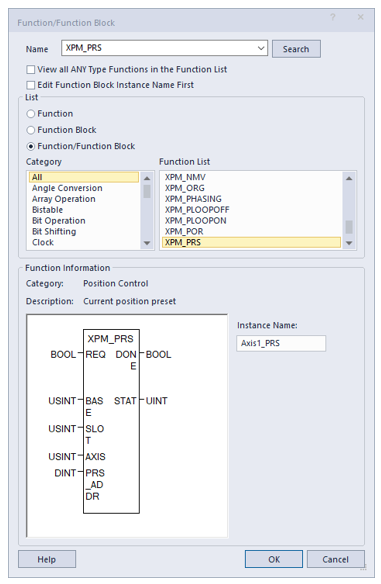
XPM_PRS can be used as a pseudo method for homing but is not defined as a homing function block. Use a function block XPM_PRS to create a new position at the current position of the motor. Any number can be entered to establish a new position value.
Neither Home Position nor Home Compensation under the Homing Parameters in XG-PM have any effect when using XPM_PRD. Ladder Diagram looks like:
|
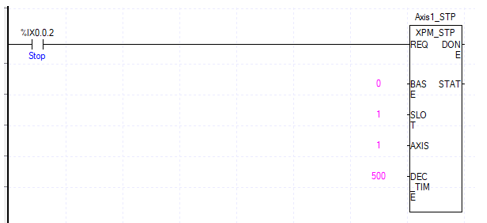
| 7 |
It is always a good idea to include a way to stop the motion of each axis in the ladder program. XPM_STP will immediately stop the motor using the defined deceleration value in the function block assigned to DEC_TIME. Ladder Diagram looks like:
|
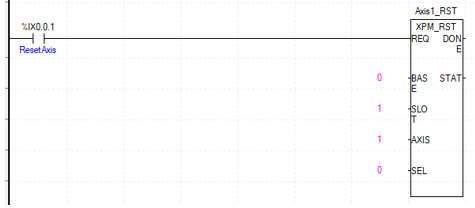
| 8 |
Add a way to reset any resettable error related to positioning using the XPM_RST instruction. Ladder Diagram looks like:
|



Error Codes
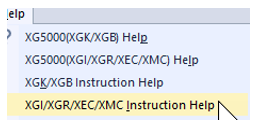
There are several places to find error codes:
-
LS Electric XEM PLC User Manual
-
The Help menu in the XG5000 software:
LP514-2