Inching an Axis with XPM_INC
Axis jog functionality is done using the XPM_JOG function block. The axis being controlled must already be configured using the XG-PM software before using XPM_JOG.
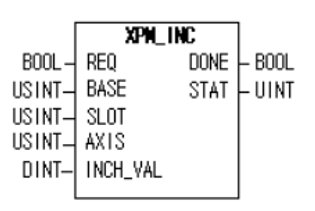
| Element Name | Element Type | Description |
|---|---|---|
| REQ | Input | Edge detected request to execute the function block |
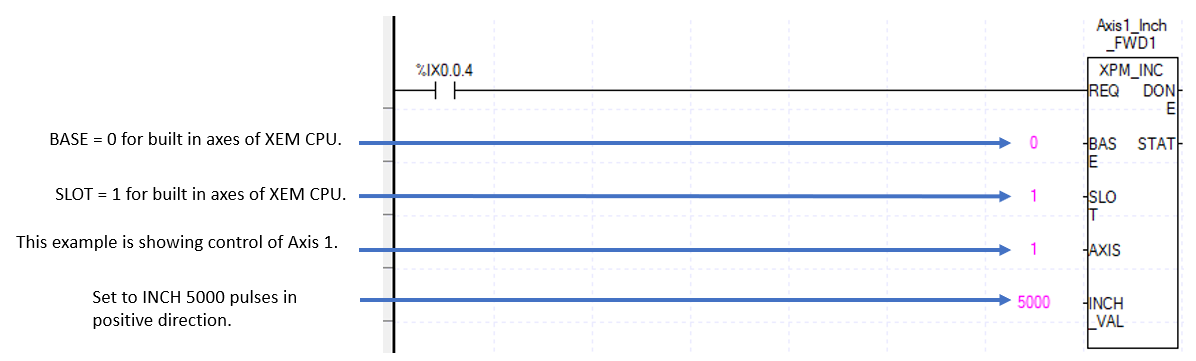
| BASE | Input | Base number of the motion controller.Equal to 0 for built-in position control. |
| SLOT | Input | Slot number of the motion controller.Equal to 1 for built-in position control |
| AXIS | Input | Axis number to control.Set to 1 thru 6 for built-in axes. This can be a constant or variable. |
| INCH_VAL | Input | Amount of movement for inching operation. |
| DONE | Output | Status that function block is done. |
| STAT | Output | Current status of the function block.Non-zero numbers will be an error or warning. |
These examples show control of Axis 1 by an XEM-DN32HP CPU.
| Step | Action |
|---|---|
| 1 |
Open the XG5000 project for the application. Go to Tools menuè Position Control to open XG-PM software.
|
| 2 |
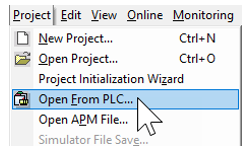
Open the XG-PM project or connect to PLC and select Project è Open from PLC.
|
| 3 |
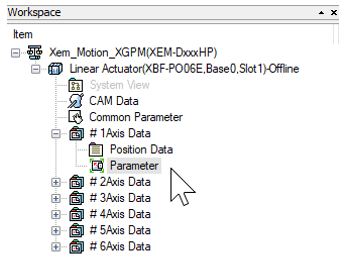
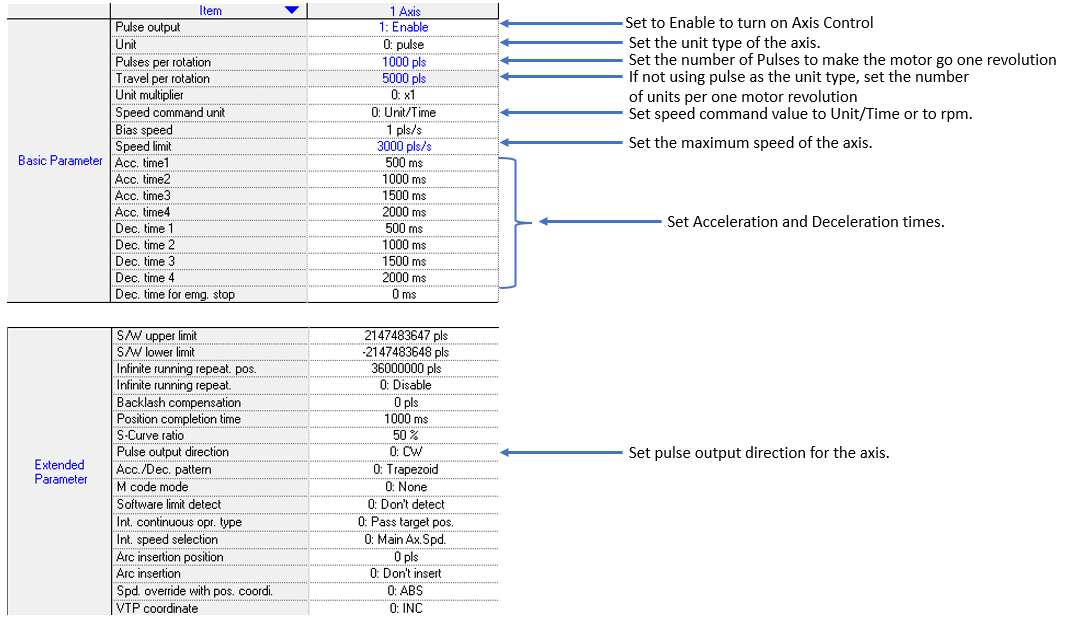
Open the Parameter file in the Workspace for the axis that is being configured. This example shows Axis #1.
|
| 4 |
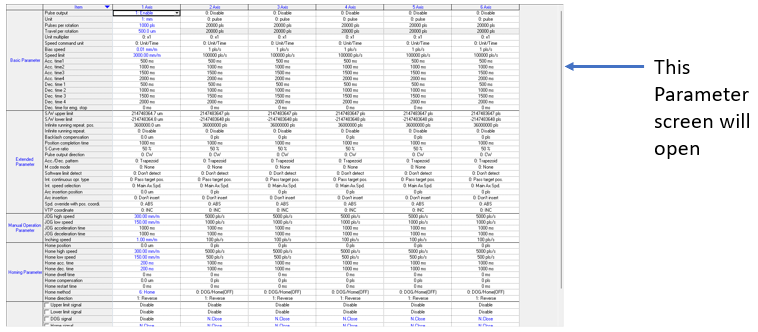
Configure the parameters of the Axis. This example shows Axis 1.
|
| 5 |
Save the project. Connect to the CPU and write the project to the CPU. Note: If connecting XG5000 and XG-PM at the same time, make sure to connect XG5000 first. XG5000 will give error messages if it is connected last. |


INCH_VAL’s value should be based on the unit setup of the axis.
-
This example shows using inching on Axis 1.
-
Positive INCH_VAL will be in forward direction.
-
Negative INCH_VAL will be in negative direction.
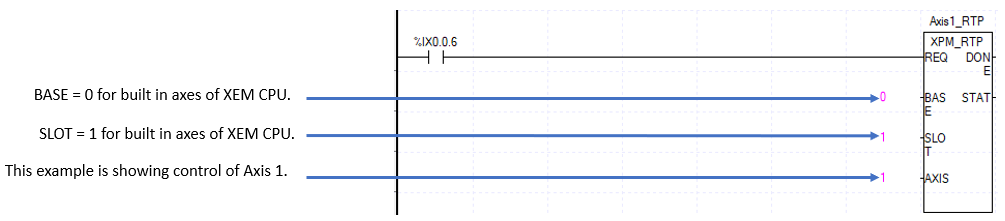
You can use XPM_RTP to move the axis back to the previous position before the manual move was initiated. After the manual move (jog or Inching) is complete, initiate the XPM_RTP FB to undo the manual move.
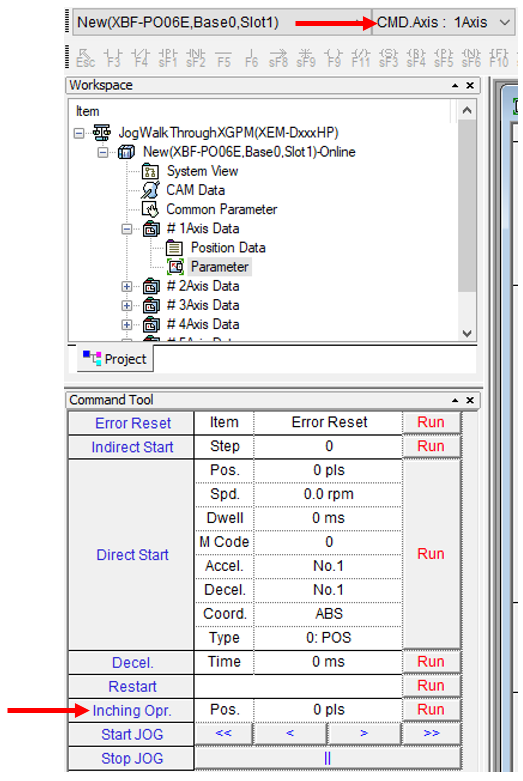
Many basic motion functions can be controlled through XG-PM without the PLC being populated with an inching function block. Open the Command Tool under the View menu in XG-PM. Ensure the CMD Axis is set to the desired axis to be controlled.
-
In the Command Tool ensure the correct Axis is selected at the top.
-
Populate the Inching Opr. and click run to move the motor the desired pulses.
LP513