Jogging an Axis with XPM_JOG
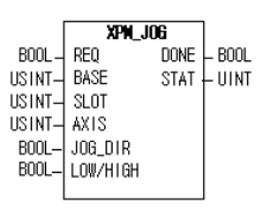
Axis jog functionality is done using the XPM_JOG function block. The axis being controlled must already be configured using the XG-PM software before using XPM_JOG.
| Element Name | Element Type | Description |
|---|---|---|
| REQ | Input | Edge detected request to execute the function block |
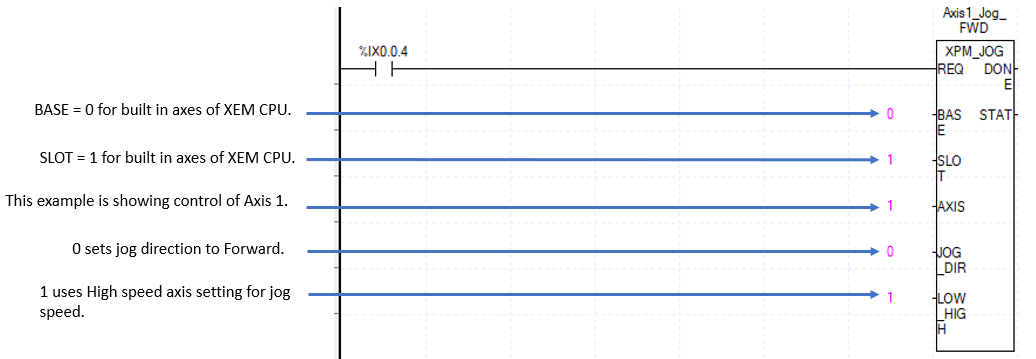
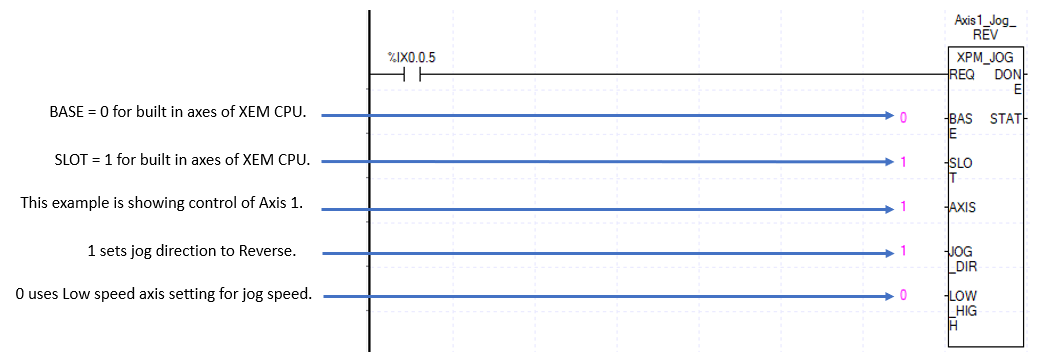
| BASE | Input | Base number of the motion controller.Equal to 0 for built-in position control. |
| SLOT | Input | Slot number of the motion controller.Equal to 1 for built-in position control |
| AXIS | Input | Axis number to control.Set to 1 thru 6 for built-in axes. This can be a constant or variable. |
| JOG_DIR | Input | Set the direction of the JOG. 0: Forward Direction.1: Reverse Direction. |
| LOW/HIGH | Input | Set the Speed of the JOG operation.0: Uses Low Speed Axis setting.1: Uses High Speed Axis setting. |
| DONE | Output | Status that function block is done. |
| STAT | Output | Current status of the function block.Non-zero numbers will be an error or warning. |
These examples show control of Axis 1 by an XEM-DN32HP CPU.
| Step | Action |
|---|---|
| 1 |
Open the XG5000 project for the application. Go to Tools menuè Position Control to open XG-PM software.
|
| 2 |
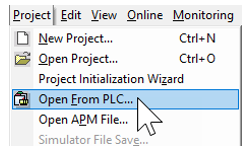
Open the XG-PM project or connect to PLC and select Project è Open from PLC.
|
| 3 |
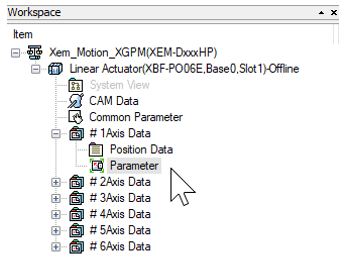
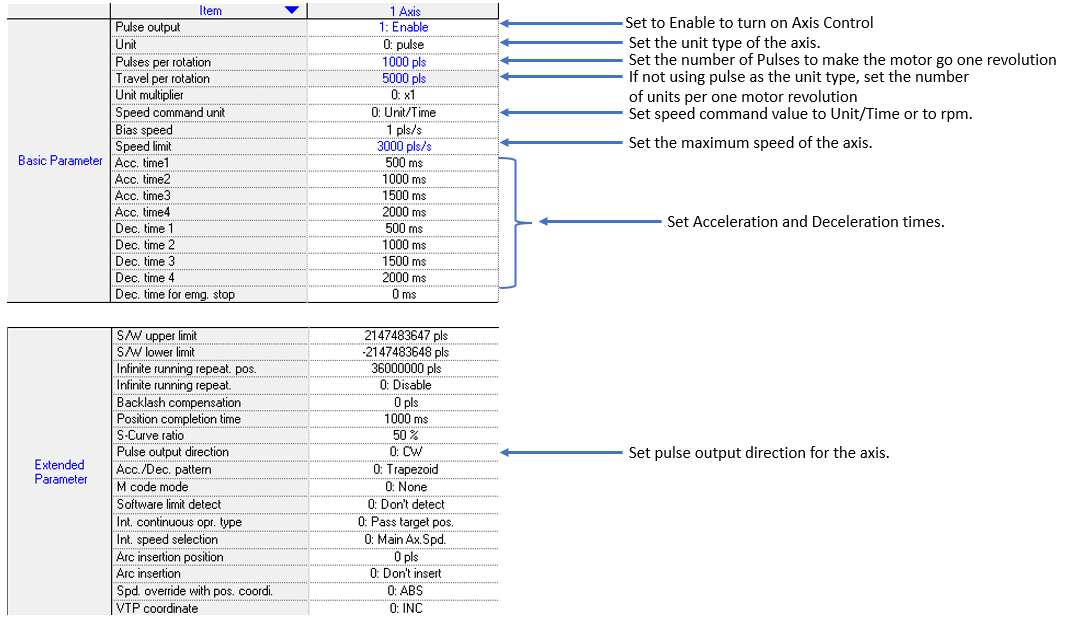
Open the Parameter file in the Workspace for the axis that is being configured. This example shows Axis #1.
|
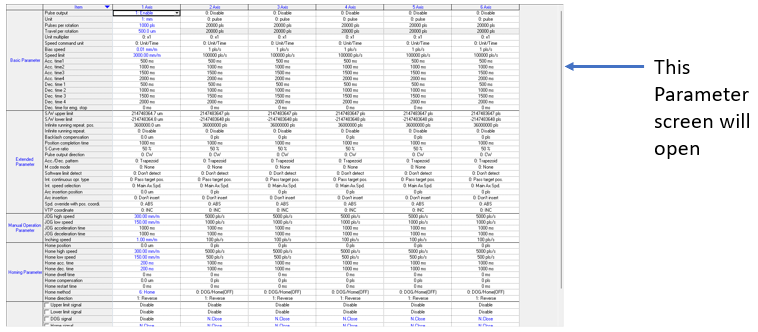
| 4 |
Configure the parameters of the Axis. This example shows Axis 1.
|
| 5 |
Save the project. Connect to the CPU and write the project to the CPU. Note: If connecting XG5000 and XG-PM at the same time, make sure to connect XG5000 first. XG5000 will give error messages if it is connected last. |


When this FB gets executed, Jogging of the Axis 1 occurs in the direction determined in JOG_DIR, forward in this case.
Since the LOW_HIGH input is 1, The jog speed will follow the High speed value assigned in XG-PM.
When this FB gets executed, Jogging of the Axis 1 occurs in the direction determined in JOG_DIR, reverse in this case.
Since the LOW_HIGH input is 0, The jog speed will follow the low speed value assigned in XG-PM.
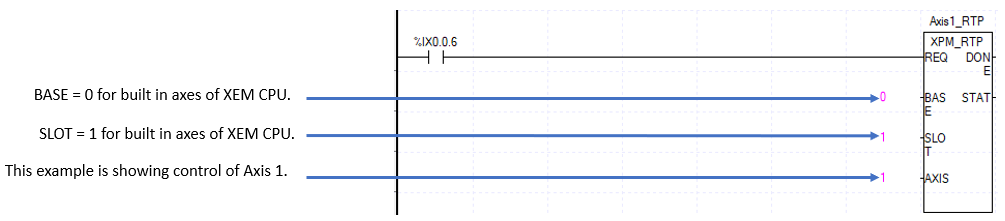
You can use XPM_RTP to move the axis back to the previous position before the manual move was initiated. After the manual move (jog or Inching) is complete, initiate the XPM_RTP FB to undo the manual move.
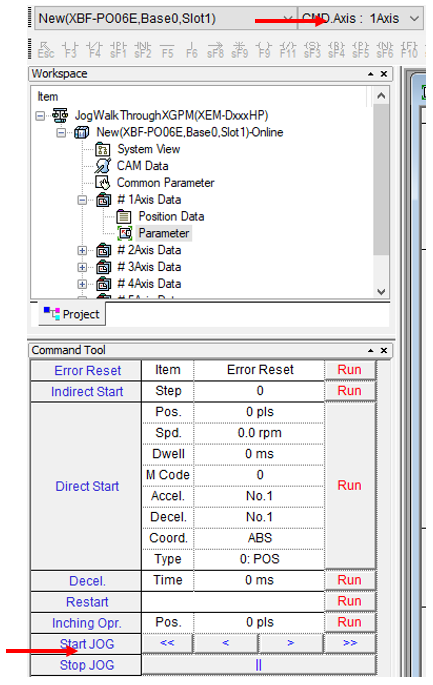
Many basic motion functions can be controlled through XG-PM without the PLC being populated with a jog function block. Open the Command Tool under the View menu in XG-PM. Ensure the CMD Axis is set to the desired axis to be controlled.
In the Command Tool ensure the correct Axis is selected at the top.
-
<< will jog the motor in reverse at the high speed setting
-
< will jog the motor in reverse at the low speed setting
-
> will jog the motor forward at the low speed setting
-
>> will jog the motor forward at the high speed setting
Note that jogging does not stop when the button is released in the Command Tool. Jogging will continue until the Stop Jog “||” is pressed.
LP512