Interactions Between XG5000 and XG-PM
The XEM-DN32HP PLC has two dedicated processors. One for the PLC and one for 6 axis motion control. Information such as (but not limited to) hardware configuration, IO assignments, axis commands, and axis status are communicated between each CPU.
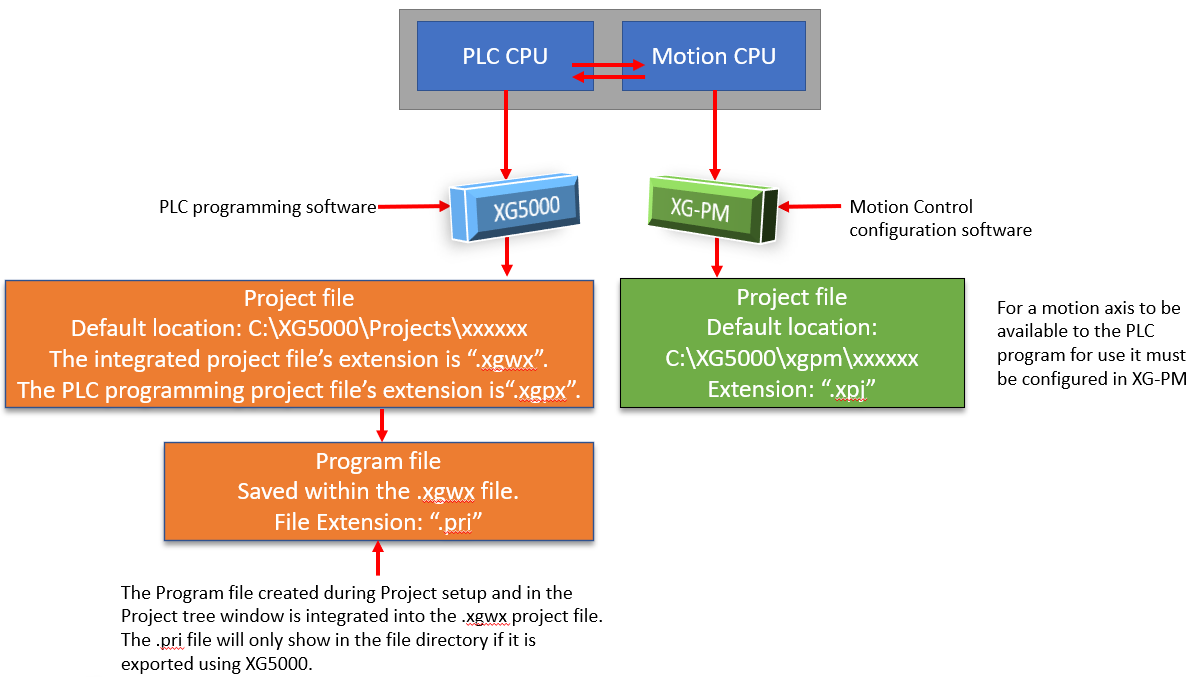
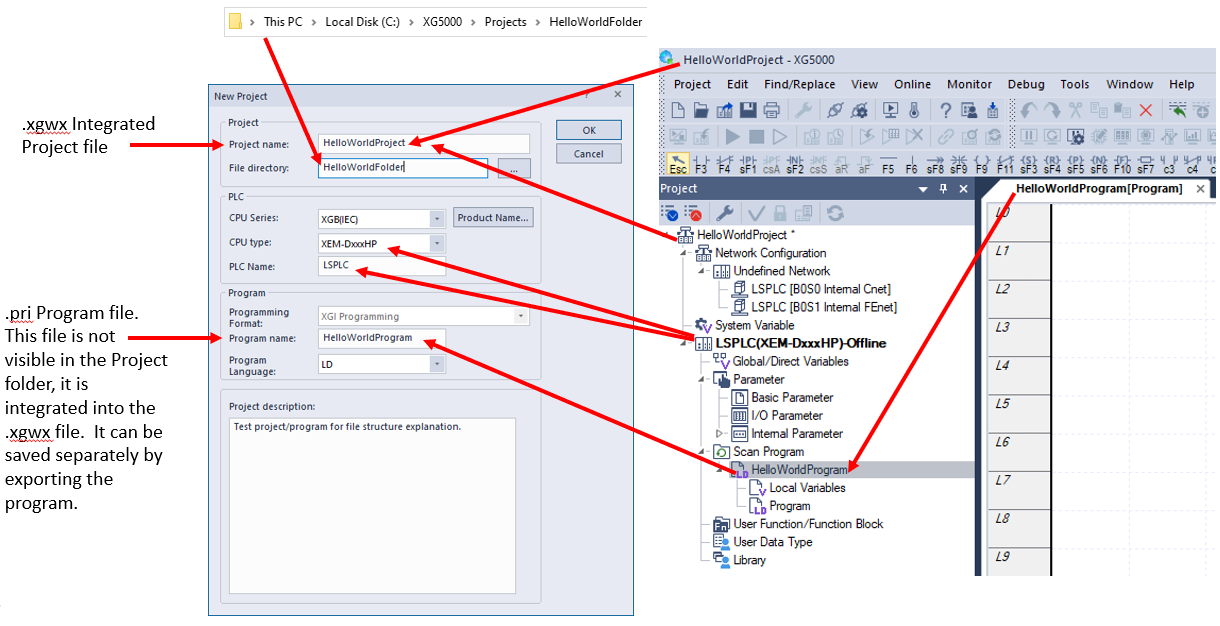
XG5000 file names, folder, and file extension relationships when creating a new project below.
How to add a second program within the same project below.
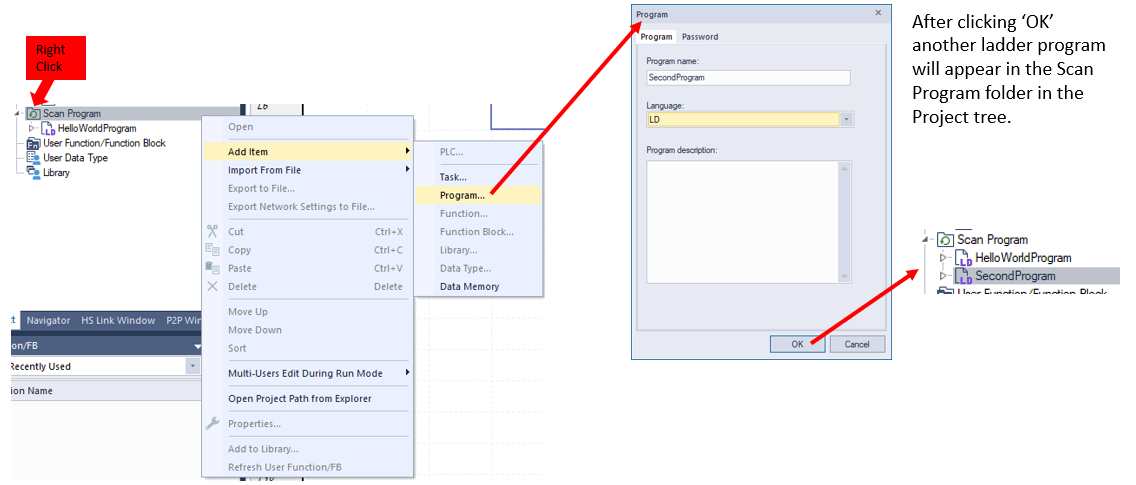
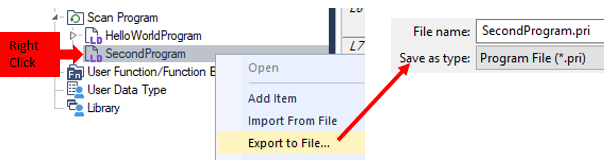
Any new program added to the Scan Program folder will be automatically added to the .xgwx file. To save the program separately you must perform an export, shown below.
Export the new Program and you will have the opportunity to save the .pri file. The .pri file can now be saved for use in other projects.
You can export multiple variations of this program with different file names but when you import them back in, they will all be named the original program name determined in the previous “Add Item >> Program” step.
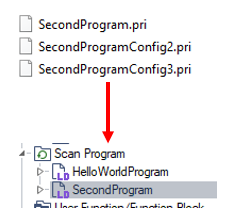
Example:
All three of these .pri files will import back into the project tree as SecondProgram:
Even if this program is imported into a different Project the SecondProgram name (or whatever name you chose) will follow the differently named .pri file. It will always show up in any Project Tree as SecondProgram.
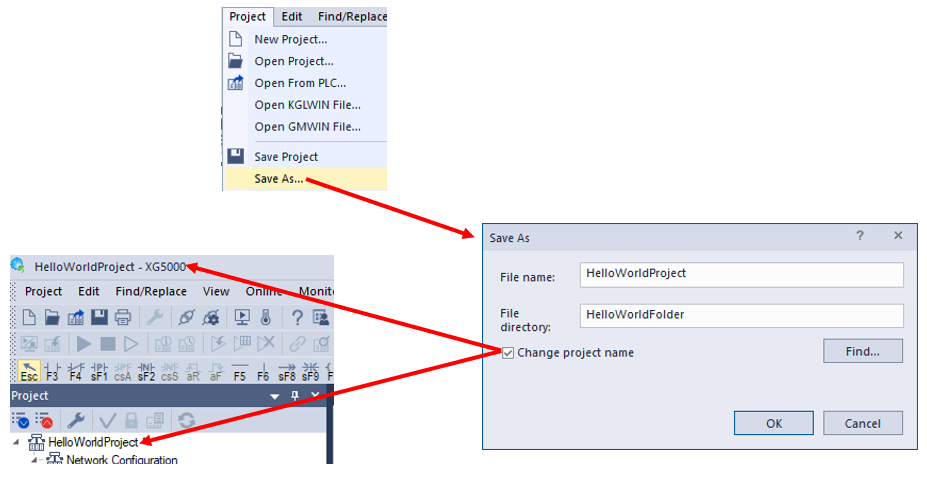
When doing a Save As… you have the option to Change the project name.
-
If the Change project name check box IS NOT CHECKED then the file will be saved with the same Project name in the project tree, but the file name can be changed to indicate a version change or alternate program.
-
If the Change project name check box IS CHECKED then whatever file name you give the new file then the Project name in the project tree will also change to the same name.
For a motion axis to be available to the PLC program for use it must be configured in XG-PM. XG-PM is also where you assign overtravel limits, home switches, and pulse outputs.
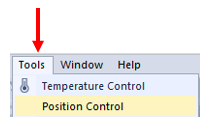
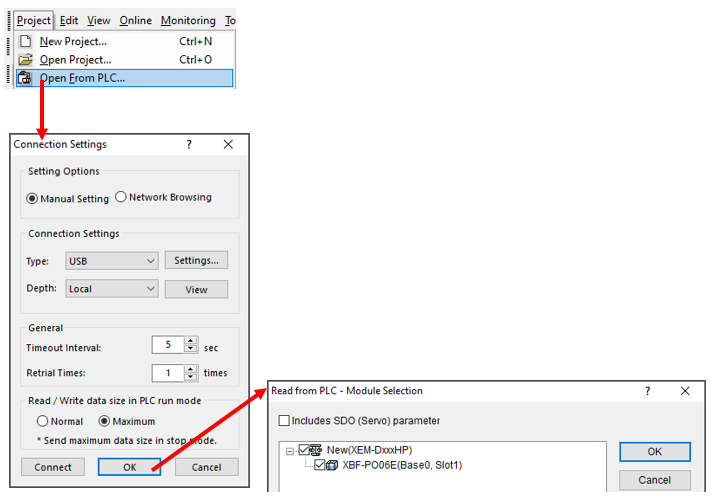
You can open XG-PM in XG5000 by opening the Position Control in the Tools menu or using the Windows Start button and opening the XG5000 folder.
XG-PM file names, folder, and file extension relationships when creating a new project below. Be sure to select the correct PLC Series, motion module, and pulse type. The XEM-DN32HP is part of the XGB PLC series and has the XBF-PO06E motion module built in. Open collector is the only pulse output type, it cannot do line driver. The only pulse train option is Pulse and Direction. CW/CCW and AB Quadrature are not supported with this module.
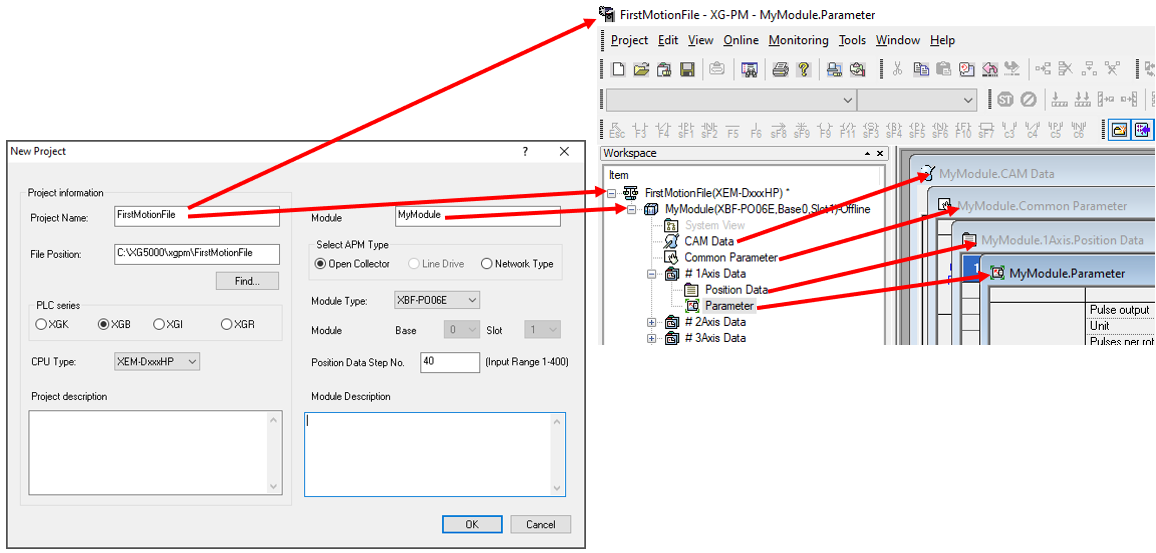
Select Open from PLC if you want to import the hardware configuration automatically from the configuration loaded using XG5000.
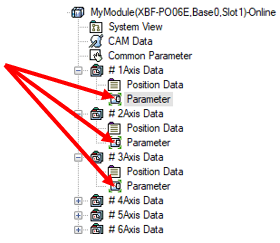
To allow the PLC CPU to control the motion axes you must configure them in XG-PM. Below are the minimum selections needed for the control of each axis.
Double click on any of the Parameter selections within an Axis structure to open all the axis parameters options.
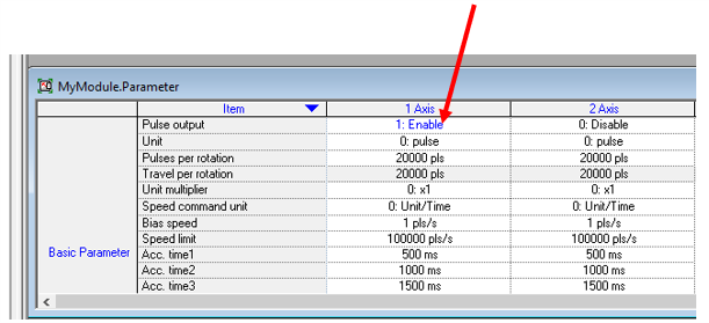
A motion axis cannot be used in XG5000 unless the axis is enabled in the appropriate Axis list in XG-PM. Selecting Enable for the Pulse output row assigns the corresponding digital outputs for Pulse and Direction outputs. The pulse and direction digital outputs can no longer be used as outputs for the PLC.
Example:
An output coil assigned to DO %QX0.0.0 in the XG5000 ladder program will not function at all if Axis 1 is enabled in XG-PM.
| Axis | Type | Value |
|---|---|---|
| Axis 1 | Pulse | %QX0.0.0 |
| Direction | %QX0.0.6 | |
| Axis 2 | Pulse | %QX0.0.1 |
| Direction | %QX0.0.7 | |
| Axis 3 | Pulse | %QX0.0.2 |
| Direction | %QX0.0.8 | |
| Axis 4 | Pulse | %QX0.0.3 |
| Direction | %QX0.0.9 | |
| Axis 5 | Pulse | %QX0.0.4 |
| Direction | %QX0.0.10 | |
| Axis 6 | Pulse | %QX0.0.5 |
| Direction | %QX0.0.11 |
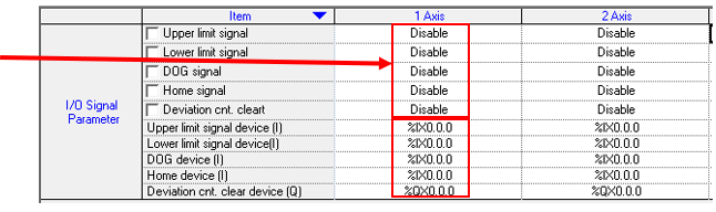
In order for any of the I/O signals used for motion control to work in the PLC they must be defined in the Parameter window in XG-PM. They must be both Enabled and assigned a digital input or digital output.
LP501